
ALE (Ash Leaching) benefits
- Low capital cost
- Low power consumption
- Easy to integrate into existing processes
ARC (Ash Re-Crystallization) benefits
- Excellent removal efficiency
- High chemical recovery
- Simple to scale up for larger capacities
As mills reduce the amount of effluents and emissions they release to the environment, there is a tendency to retain and recirculate chemicals in their systems which are not required for the process. In fact these non-process elements reduce chemical recovery boiler efficiency in terms of fouling and corrosion.
Specifically, the accumulation of the elements such as potassium and chloride often leads to significant increases in the frequency of shutdowns of the recovery boiler due to plugging of the heat exchanger passages. The frequent shutdowns cause loss of production. The corrosion of this heat exchanging surface, on the other hand, causes very expensive material damages. The challenge is to reduce or eliminate these NPEs to manageable levels.
ANDRITZ has developed effective and proven systems for removing chloride and potassium from the chemical recovery loop in order to keep these elements at manageable levels. These systems enhance the efficiency of the chemical recovery process while consuming a minimum amount of energy.
The two technologies utilized by ANDRITZ are applied to meet a specific mill’s operating requirements and chemical characteristics.
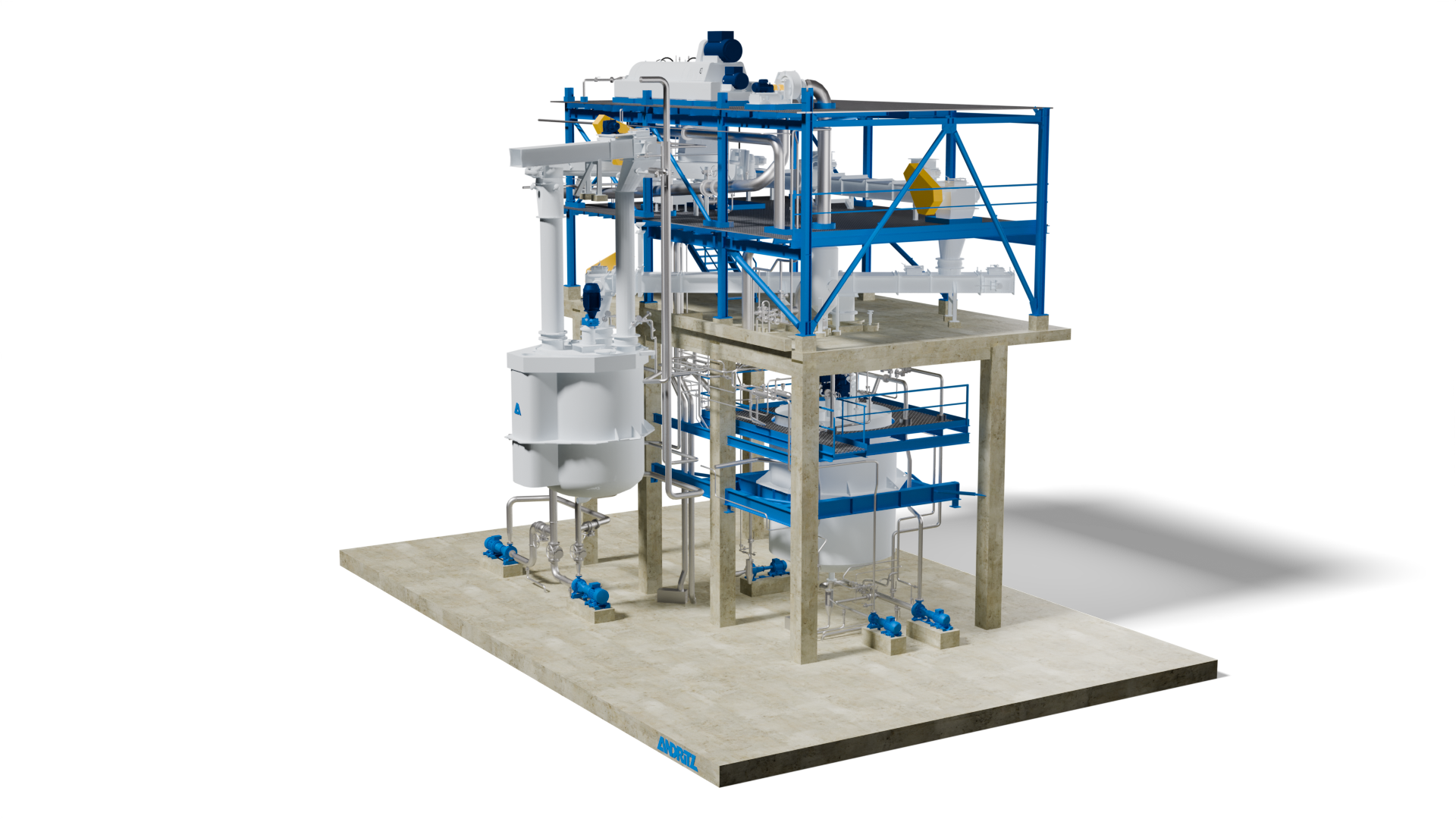
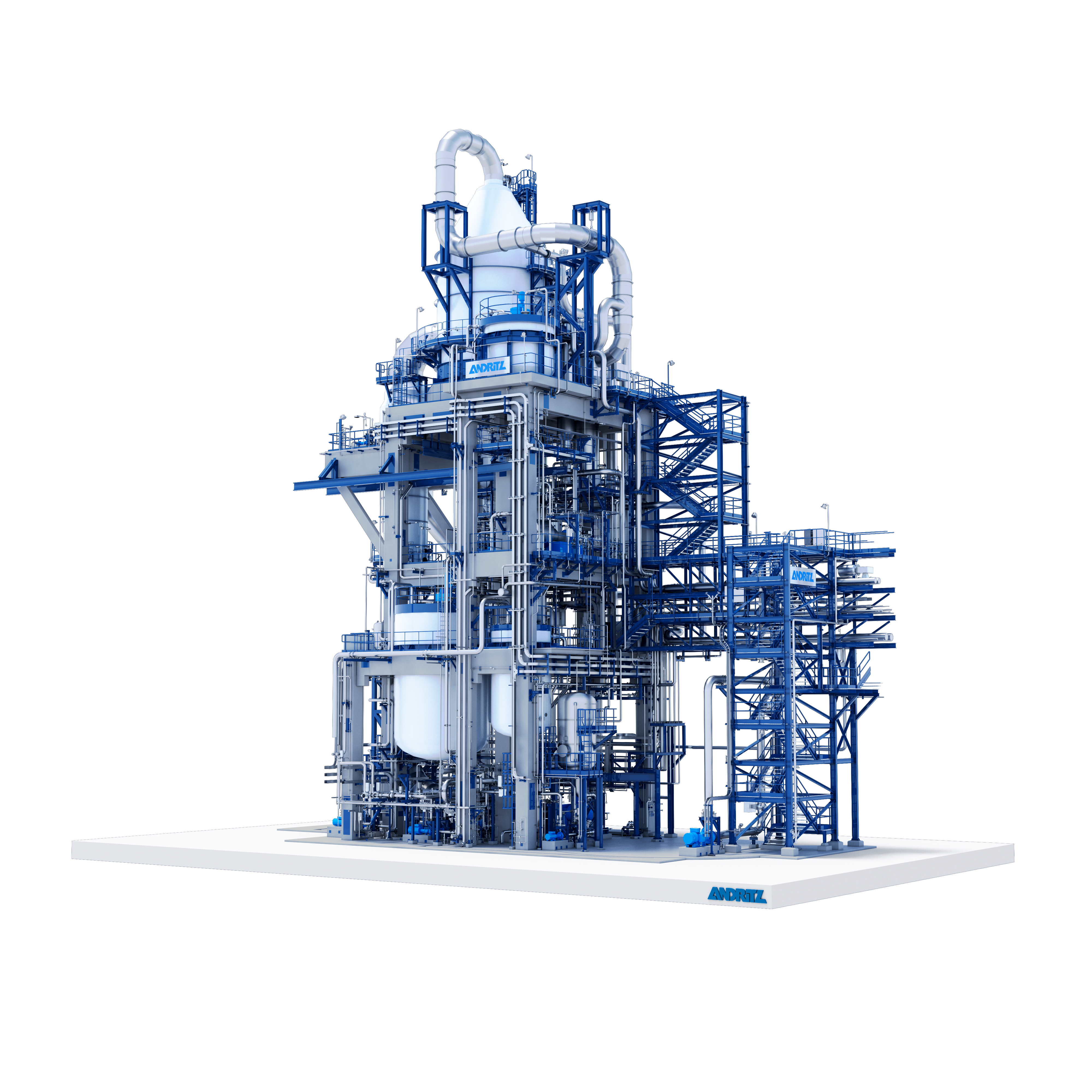
ALE ash leaching plant
ARC ash re-crystallization plant

The technologies, products, and services for even the most challenging pulp mill evaporation needs are all available from ANDRITZ.

The ANDRITZ evaporator uses proven lamella-type heating surfaces. Inherently non-scaling, this allows the use of various heat sources and enables selection of the most energy-efficient process connection.

The ANDRITZ ZEDIVAP evaporator (Zero Effluent DIscharge Evaporator) utilizes proven lamella-type heating surface for the very demanding effluent evaporation applications.

The recovery boiler plays a central role in the chemical cycle of a modern kraft pulp mill and generates energy for the mill.






{kind=link}
{kind=link}