

The pump is assembled at the ANDRITZ workshop and shipped to the project site.
Manufacturing
Creating the jigsaw pieces for the pump puzzle
Similar to the procurement process, also manufacturing consists of two main parts. First, the base parts are created by either casting or welding. Secondly, they are machined and painted.
Creation of the base parts by casting or welding
The picture below shows the pouring of one impeller blade for one of the ten vertical line shaft pumps installed at the flood control station Yen Nghia near Hanoi, Vietnam. This impeller, as well as all the others, are cast out of high-grade austenitic steel. Casting is a method that is usually used for parts with a very complex geometry. In addition to the intricate shape, the quality demands for impellers are particularly high. They belong to the core of a pump and thus, are one of the most critical parts regarding stability and reliability.

Pouring of one impeller blade for a vertical line shaft pump
In order to reach the necessary mechanical values, which means that the parts are strong enough to deal with all possibly occurring forces during operation and in emergency cases, the casted parts have to undergo a heat treatment. Following the first heating, the freshly casted parts are very smoothly cooled down. Then they are heated up again to a specific temperature in a furnace. After that, they are again quickly cooled down either in water or in the air. Thereby, some "internal" processes which are specific to steel make them strong. The picture below shows the hub for one of the Yen Nghia pumps just coming out of the furnace for a quick cooling down.

The hub for one of the Yen Nghia pumps just coming out of the furnace ready for quick cooling down.
Welding
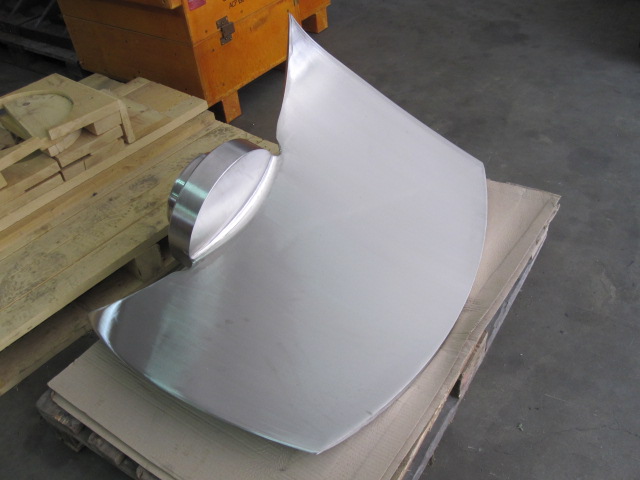
All parts with a simpler geometry such as rings, pipes, or bends are welded. For this procedure, straight steel sheets are cut into the necessary shape, rolled if necessary and welded mainly by hand welding. Below you can see the discharge bend for one of the vertical line pumps for Yen Nghia just before its final welding. Apart from the execution of the welding itself, one of the main challenges of this manufacturing process is to consider all shrinking and other deformations that can occur during the welding to reach the dimension tolerances given by the design department.

Discharge bend for one of the vertical line shaft pumps for Yen Nghia before its final welding
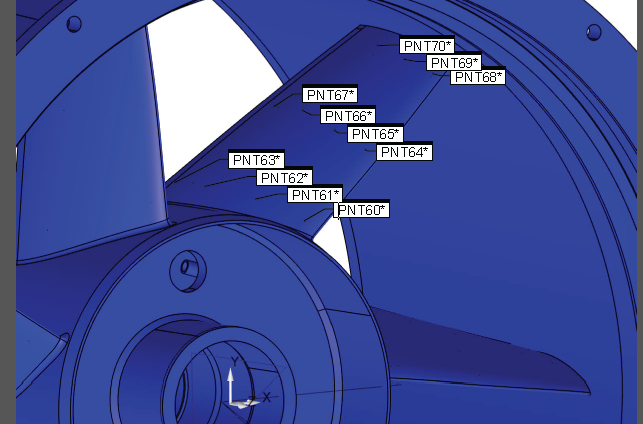
Another example for of a high-quality, welded part is the distributor with the guide vanes. Due to the fact that the exact position of the guide vanes is crucial for the performance of the pump, welding has to be very accurate. Therefore, the final result is checked and documented by laser measurement for all guide vanes. In the picture below, you can see the results for one guide vane. Please consider that the divergence of this “rough” welded part from the theoretical shape is about 2 mm at an outer diameter of 2400 mm.

The result for one guide vane - please consider that the divergence of this “rough” welded part from the theoretical shape is about 2 mm at an outer diameter of 2400 mm.
Final machining
In addition to the guide vanes, the exact shape of the impeller blades is very important to ensure the desired discharge, head, efficiency and smooth running of the pump. The theoretical shape of the blades is designed by our research and development department by using CFD (computer fluid dynamics) and model testing. The developed shape is transferred to the current size of the pump and the five-axis mill is exactly milling the blades shape in accordance with the defined plan. After the milling process, the blade is polished by hand to achieve the desired, highly smoothed surface. The impeller's blades hub and shaft are made of stainless steel. All other parts are made of mild steel.

Final machining of one of the impeller blades for one of the ten vertical line shaft pumps for Yen Nghia

To get the desired very smooth surface the blade is polished by hand after the milling process.
Painting
The paint plays a very crucial role as it avoids corrosion of the parts during operation. Thus, to ensure an overall long lifetime, the corrosion protection is a very sophisticated process. First of all, the correct paint is chosen for this application. Thereby, two facts were specially considered. First, the pumps for the flood control station Yen Nghia are going to convey water expected to contain a lot of abrasive material. Secondly, it makes a difference whether the parts are exposed to the medium to be pumped or not. The paint was chosen accordingly. For those parts exposed to the medium to be pumped a painting system usually used for the outer hull of seaworthy ships was chosen, whereas the others only touched by the air a paint design for ship parts above the water was selected. Before the paint is applied, each part is sandblasted to remove any rust, cinder, and grease. After this step, immediately two layers of primer and two to three layers of cover paint are applied.

The paint plays a very crucial role as it avoids corrosion of the parts during operation.







{kind=link}
{kind=link}
{kind=link}