Energy accounts for about 16% of the total production cost in a paper mill. When added to the cost of fiber (approx. 44%), these two factors constitute about 60% of a paper mill’s manufacturing costs. The ability to save energy at a very low investment cost is an important factor in a mill’s profitability.
No-load savings
Treating fiber in a refiner requires the expenditure of Net Refining Energy (gross refining energy minus “no-load” energy). No-load is the power consumed when the refiner is in idle (i.e., stock flowing, motor at normal RPM, and plates moved apart so that there is no impact on fiber morphology). Once fiber treatment is optimized, gross refining energy consumption is fixed. However, the no-load energy can still be optimized.
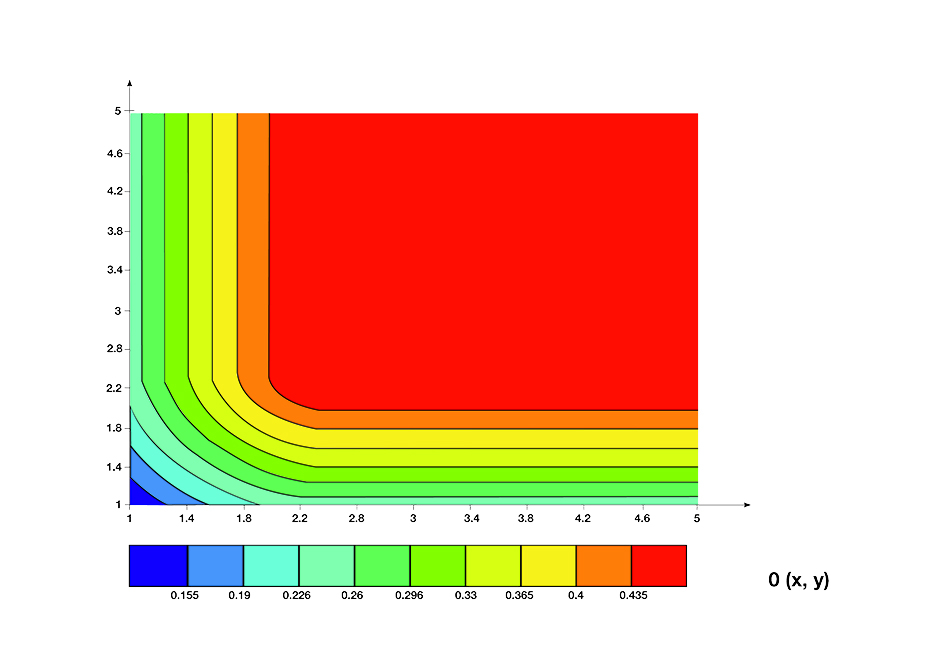
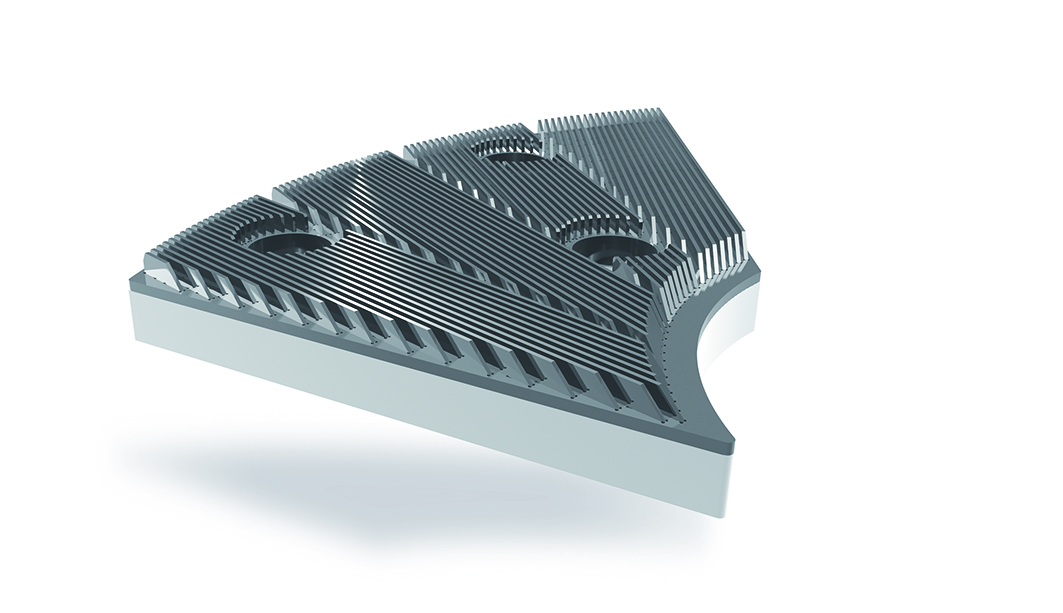
This can be accomplished by reducing rotational speed (RPM), reducing the active plate diameter, or both based on calculations in Figure 2. One approach (reducing rotational speed by installing a frequency converter) can be capital-intensive. Another approach which requires no capital investment is to reduce the active diameter of the refiner plate (Figure 3).
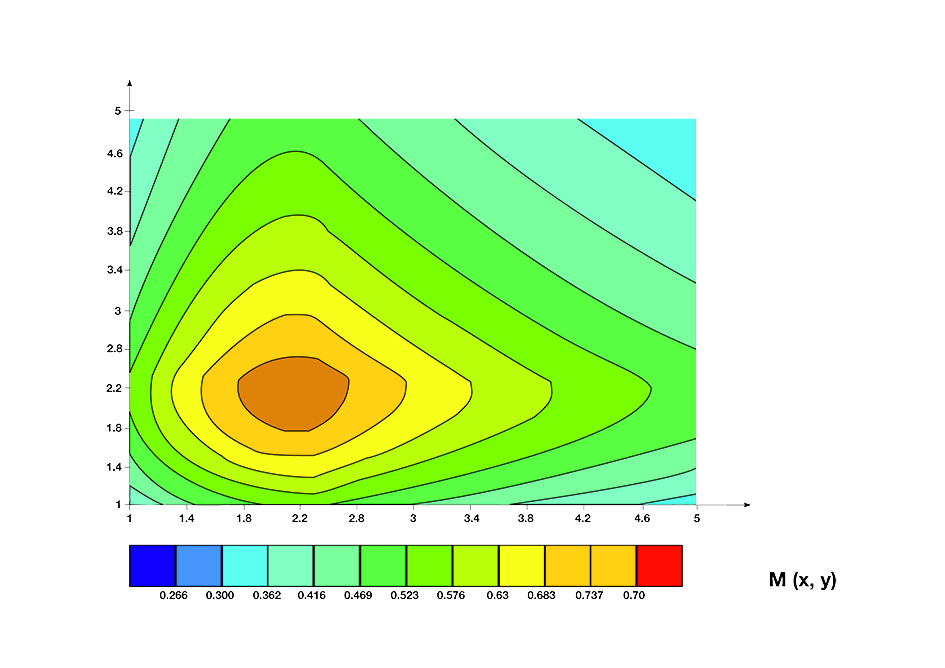
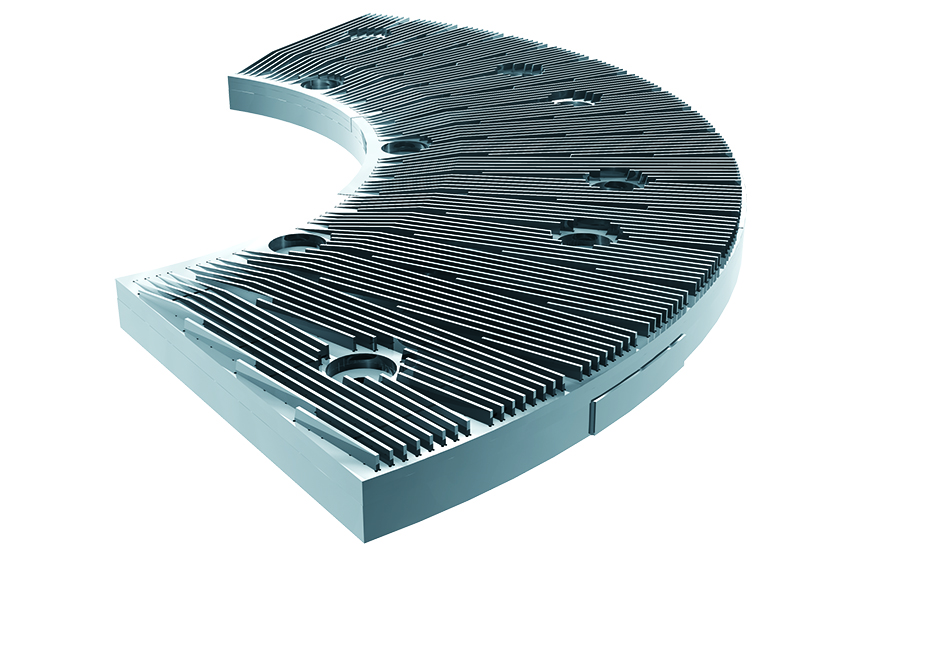
The amount of energy saved through reduction of the active plate diameter is limited by the accompanying drop in available edge length and hydraulic capacity of the refiner plates. Using the ANDRITZ Magnus Refining Simulator, the edge length and hydraulic capacity can be “dialed in” to a mill’s specific requirements through a proprietary Fiber Floc Analysis (Figure 4).








, © Riku Isohella")






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}